1) FUNDIÇÃO:
Consiste em preencher um molde (com o formato da peça que se deseja fabricar) com metal fundido (aquecido), aguardar a solidificação desse metal e então desmoldar a peça solidificada. Assim, é possível gerar quaisquer formatos externos ou internos (simples ou complexos), quaisquer tamanhos (peças pequenas, médias ou gigantes) bem como obter uma grande variação na precisão das medidas (de ±0,02mm até ±6mm). As figuras a seguir ilustram as principais etapas bem como os principais recursos necessários para viabilizar uma fundição:

Etapas:
b) início da fabricação do molde;
c) fim da fabricação do molde;
d) preenchimento do molde com metal fundido;
e) solidificação do metal fundido;
f) desmoldagem da peça fundida;
g) peça fundida.
Recursos tecnológicos:
1= modelo;
2= caixa do molde;
3= areia especial;
4= panela;
5= metal fundido;
6= peça fundida.

Cortesia da AÇO VERDE DO BRASIL S.A.
2) LAMINAÇÃO:
Consiste em fazer passar entre vários pares de cilindros (em geral alinhados, um após o outro), um bloco maciço de material fundido (lingote), geralmente aquecido, para assim gerar, com um baixo custo/kg, produtos planos (chapas ou tiras de chapas) ou produtos não planos (barras, perfis, tubos ou trilhos). As figuras a seguir ilustram as principais etapas bem como os principais recursos necessários para viabilizar uma laminação:

Recursos tecnológicos:
2= lingote aquecido;
3= cilindros para acabamento;
4= produto laminado (chapa).

Cortesia da AÇO VERDE DO BRASIL S.A.


Etapas:
b) início do forjamento;
c) vários golpes depois do início;
d) fim do forjamento (peça forjada entre as matrizes).
Recursos tecnológicos:
2= haste do cilindro;
3= cabe-çote do martele;
4= matriz superior;
5= matriz inferior;
6= estrutura do martelete;
7= matéria prima.

Cortesia da PRENSAS SCHULER S.A
4) USINAGEM:
4.1) Uma usinagem consiste em gerar formatos a partir do corte planejado e gradual do material de uma peça inicial (fundida, laminada, forjada, extrudada ou trefilada), recorrendo ao uso de ferramentas e de máquinas específicas para essa finalidade.
4.2) Esses processos podem produzir os seguintes resultados vantajosos:
- Gerar quaisquer formatos internos ou externos;
- Obtenção da melhor precisão dimensional dentre todos os processos de conformação, isto é, de ±0,01mm até ±0,001mm;
- Alcançar um excelente acabamento superficial (superfícies espelhadas)
4.3)Existem vários processos para se realizar uma usinagem, a saber:

Torneamento:

Recursos tecnológicos:
Movimentos:

Torno CNC
Cortesia da ERGOMAT LTDA.
Fresamento:

Recursos tecnológicos:
Movimentos:
Furação:

Recursos tecnológicos:
Movimentos:

Furadeira de Coluna
Cortesia da KONE LTDA.
5.1) Uma estampagem requer as seguintes etapas para a sua ocorrência:
- A montagem das ferramentas necessárias (punção=ferramenta superior e matriz=ferramenta inferior) em uma prensa (máquina executante do processo);
- Alimentação da prensa com o material, a ser estampado, em geral tiras de chapas finas ou chapas finas laminadas (espessura≤4 mm), com baixa dureza;
- Aplicação de uma força de compressão sobre o material a ser estampado, através do punção, obrigando o material a tomar o formado definido pela matriz.
5.2) Existem 3(três) processos diferentes para se executar uma estampagem, a saber:
- Corte;
- Dobramento;
- Embutimento.
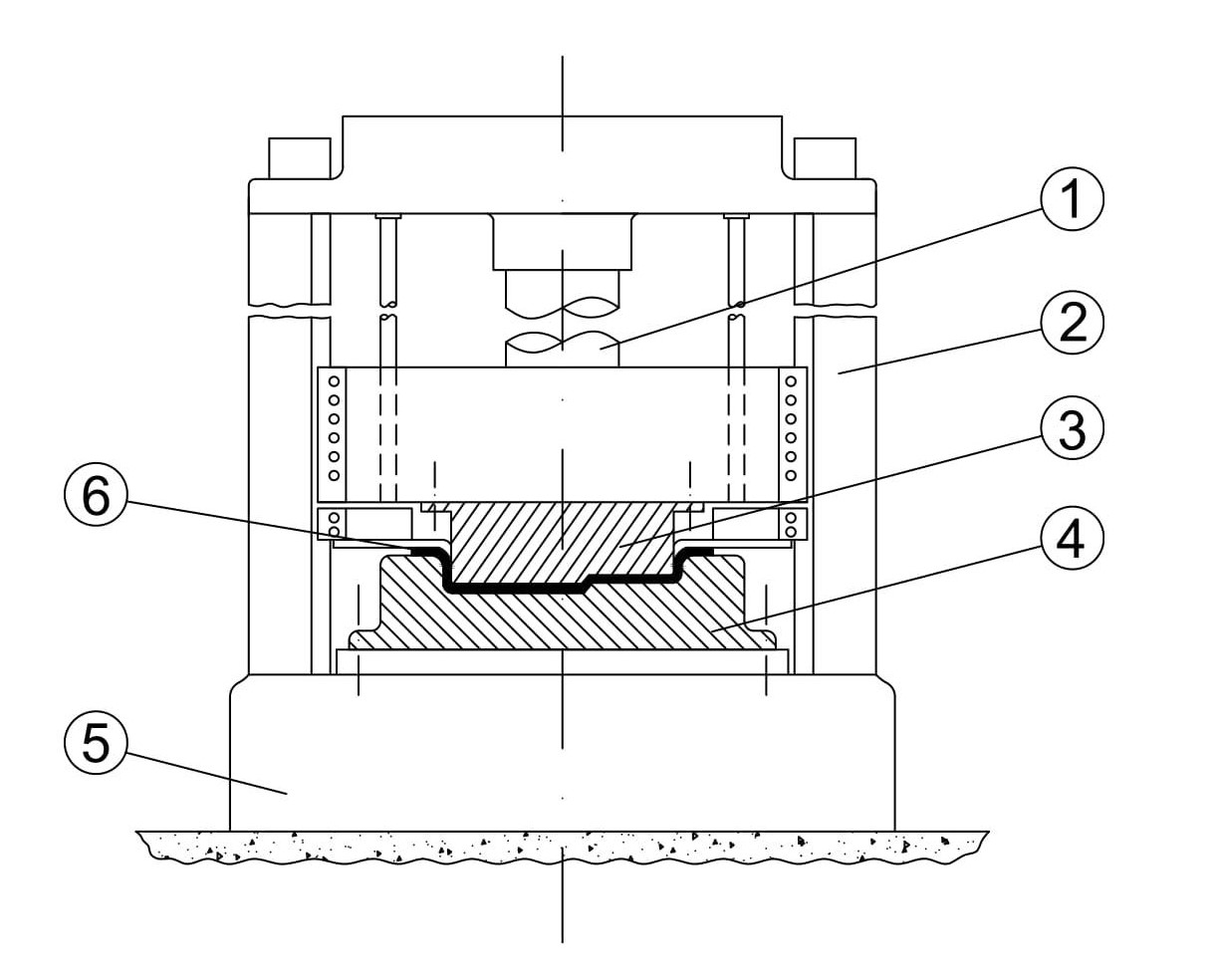
Recursos tecnológicos:
2=guias laterais;
3=punção (ferramenta superior);
4=matriz (ferramenta inferior);
5=base da prensa; 6=peça estampada.

Cortesia da PRENSAS SCHULER S.A